
As always, top job mate and I cant wait to see it finished, you gonna give any clues on the paint?
John
Hello Guest User,
Please feel free to have a look around the forum but be aware that as an unregistered guest you can't see all of it and you can't post.
To access these 'Registered Users Only' areas simply register and login.
Please feel free to have a look around the forum but be aware that as an unregistered guest you can't see all of it and you can't post.
To access these 'Registered Users Only' areas simply register and login.
GB's Modded Z900 now on a runaway budget!
Moderators: KeithZ1R, chrisu, paul doran, Taffus
-
Ginger Bear

- Hardcore

- Posts: 6850
- Joined: 16th Dec 2008
- Location: In the Dark.
- Contact:
-
Ginger Bear
- Hardcore
- Posts: 6850
- Joined: 16th Dec 2008
- Location: In the Dark.
- Contact:

-
Ginger Bear
- Hardcore
- Posts: 6850
- Joined: 16th Dec 2008
- Location: In the Dark.
- Contact:





-
Is Vic There
- Hardcore
- Posts: 1460
- Joined: 8th Nov 2011
- Location: Brisbane, Australia.
Nice welding, pity it'll be covered in powder.
Z1000R ELR, Z1100R ELR, GPz900R A1, GPz750 Turbo, Norton F1, Harris Mag 2, Harris Mag 5, Yamaha YZR750SP, Triumph Steve McQueen, Suzuki RGV250 Sheene Rep, Suzuki RG500 Walter Wolf, Suzuki RG250 Walter Wolf, Aprilia RS250, Yamaha YL1, RG500. H**** NS400.
-
Ginger Bear
- Hardcore
- Posts: 6850
- Joined: 16th Dec 2008
- Location: In the Dark.
- Contact:

-
wilsonsjw11
- Hardcore
- Posts: 1317
- Joined: 18th Jul 2008
- Location: West Sussex/Central London
-
Ginger Bear
- Hardcore
- Posts: 6850
- Joined: 16th Dec 2008
- Location: In the Dark.
- Contact:


-
Ginger Bear
- Hardcore
- Posts: 6850
- Joined: 16th Dec 2008
- Location: In the Dark.
- Contact:
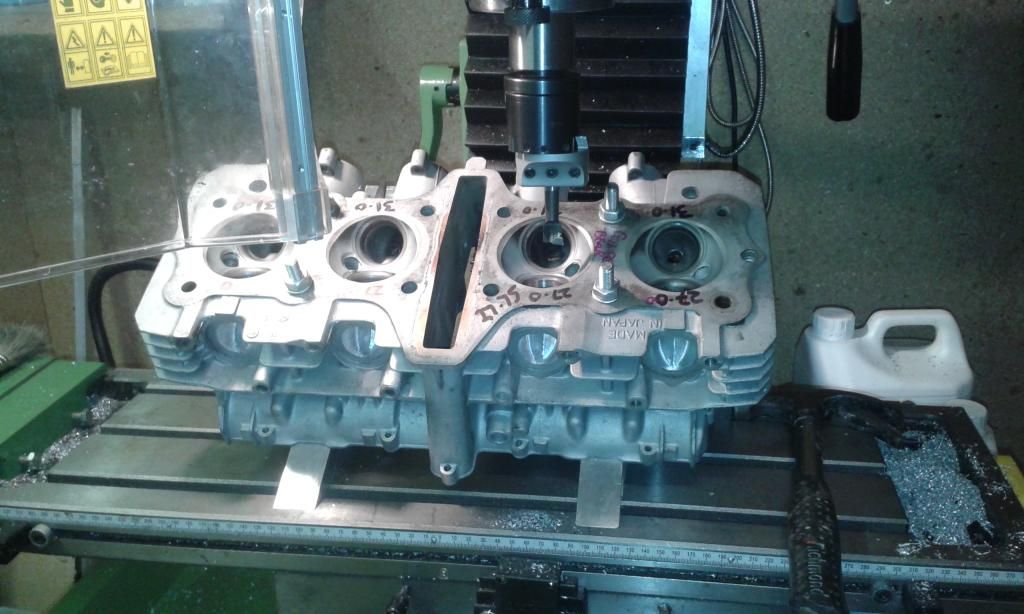
Today's update from the Buzzworks. 
"Cylinder head on jig at correct angle on milling machine and lined up on valve guide casting hole using an 12mm arbor to make sure boring head is positioned concentric to valve seat. Valve seat throat is then machined to remove the ridge between seat and head casting. Some early heads which are poorly cast can have upto a 1mm lip/ ridge which is not good for decent flow. Buzz@buzzworkz"



"Cylinder head on jig at correct angle on milling machine and lined up on valve guide casting hole using an 12mm arbor to make sure boring head is positioned concentric to valve seat. Valve seat throat is then machined to remove the ridge between seat and head casting. Some early heads which are poorly cast can have upto a 1mm lip/ ridge which is not good for decent flow. Buzz@buzzworkz"





# 104
Phil Churchett Award Winner 2011 & 2016
Buzzworkz Best Modified Zed 2016
-
Ginger Bear
- Hardcore
- Posts: 6850
- Joined: 16th Dec 2008
- Location: In the Dark.
- Contact:
The last couple of weeks have proved to be extremely busy work wise, so progress has been slow. 
What I have managed though, is to strip the original motor, which from the outside looks quite unassuming.

I had the head off last week & was delighted to find these little beasties inside.

Things got even better when I flipped over the head.

Although I've not stripped this any further, just packed it away for a rainy day.
I had wondered if there was any exotica waiting for me in the bottom end, but after today's efforts I can only report two snapped 6mm crankcase bolts which have drilled out successfully & one drill or tap snapped off in one of the sprocket cover bolt holes by a previous owner.
I'll get the offending case up to Bowden Auto Engineering to have the little bastard spark eroded, before they go to Griffs to be powdercoated.
What I have managed though, is to strip the original motor, which from the outside looks quite unassuming.

I had the head off last week & was delighted to find these little beasties inside.

Things got even better when I flipped over the head.

Although I've not stripped this any further, just packed it away for a rainy day.
I had wondered if there was any exotica waiting for me in the bottom end, but after today's efforts I can only report two snapped 6mm crankcase bolts which have drilled out successfully & one drill or tap snapped off in one of the sprocket cover bolt holes by a previous owner.
I'll get the offending case up to Bowden Auto Engineering to have the little bastard spark eroded, before they go to Griffs to be powdercoated.
# 104
Phil Churchett Award Winner 2011 & 2016
Buzzworkz Best Modified Zed 2016
Who is online
Users browsing this forum: No registered users and 7 guests