Page 1 of 1
Rear wheel spindle, spacers etc
Posted: Sat Feb 02, 2008 6:29 pm
Author: RALPHARAMA
I have been pulling my hair out, not that there's much to pull out anymore

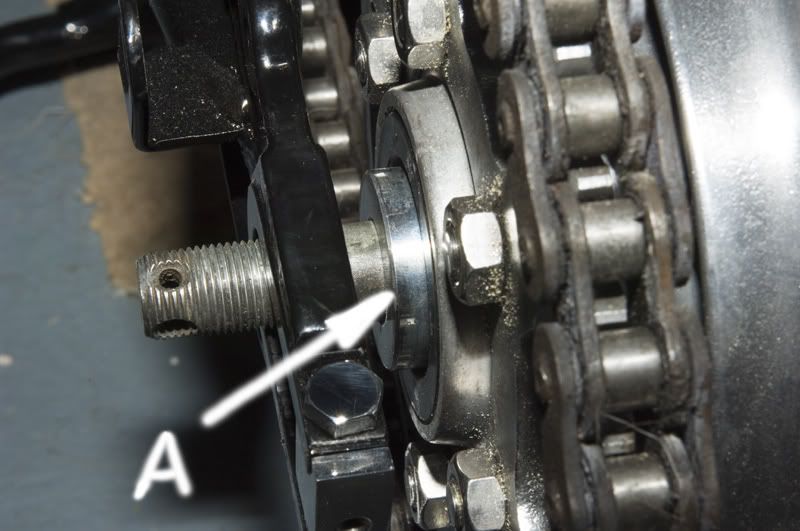
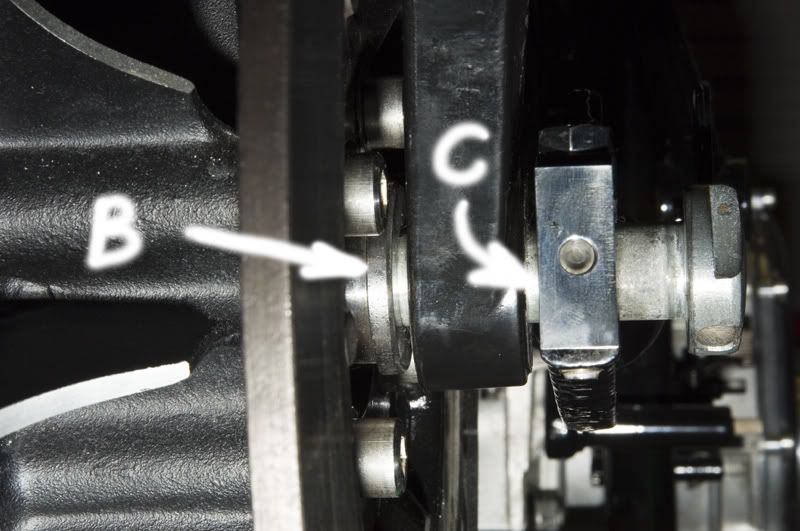
I am trying to fit a genuine kawasaki wheel into a genuine swing arm. The previous rear wheel was an Italian aftermarket job and the spacer/sleeve "A" in th photo is clearly not the right size as apart from anything else it doesn't fit snuggly into the grease seal. The 'top hat' spacer, "B" in the photo, may or may not be OK and I'm not sure whether there shoudl be some sort of spacer at "C". It does look as though there should be something. I know I haven't put the tensioners in but it is clear that something needs altering and I reckon that at least 5mm needs to be added to the sandwich. The workshop manual/parts book isn't very helpfully as the bike should have a spoked wheel.
I am pretty desperate to get this right. I have put the bottom end of the engine unit in and I would rather get the back wheel in. I've blagged some stainless bar to back whatever's required but I realsie that it is pretty critical that the wheel, disc and sprocket are in the correct place.
Can anyone please help with dimensions etc for these parts

Posted: Sat Feb 02, 2008 7:54 pm
Author: Rich
Space the caliper so the disk is central and measure/make that one first then centralise the rear wheel to the front and make the two outside spacers accordingly. Then check the chain run and adjust for correct run by moving the sprockets.
Posted: Sat Feb 02, 2008 10:22 pm
Author: Pigford
Ralph,
Just do the axel up
real tight, and the gaps will go

Posted: Sun Feb 03, 2008 4:53 am
Author: london calling
Your axle/spindle is in the wrong way round.
Posted: Sun Feb 03, 2008 12:03 pm
Author: Pigford
Jack, ur
obsessed with spindles mate,
1: It don't matter one iota which way it goes round, coz it's the same length either way & it'll work the same

2: Look in yer Haynes manual and its the right way round.
Personally I think its best to have the nut end on the left, coz its hidden when parked up on the side stand.........

PS - Jack, cheers for the discs mate (gotta go collect 'em from Mikey yet)
Posted: Sun Feb 03, 2008 2:43 pm
Author: foreverinthegarage
Hi
I see your are fitting an alloy wheel that meens your standard spacers for the Z1000 A1 will not fit, you can solve all your problems by fitting spacers from a Z1R however some are N.L.A. so you will need second hand ones.
On the right side (as you look from behind) you should have one large spacer with the lip on it and no others though sometimes ive needed an extra washer on the inside of the calliper mount nothing on the outside of the mount.
On the left side the spacer that carries the sprocket mount should come all the way through the bearing then you should have another spacer that the oil seal will run on and thats all.
Ive fitted Mags many times and as you can see from my pics in New Here Again on the forum. Good luck
Regards Mick.
Z1000 The King Is Still Alive
Posted: Sun Feb 03, 2008 4:11 pm
Author: RALPHARAMA
I have spent most of the afternoon machining a gurt lump o stainless I blagged from a local machineshop. Trouble is it's 50mm and the largest diameter is 42mm! That's a lorra swarf to generate on a little lathe. Reverse jaws and a revolving centre. I've got the 'top hat' one for the brake side down to size on the ODs now and now have to bore the sod. I guess I'll get the biggest drill I've got through it, cut it to length with the hacksaw and then open it out to size with a boring bar and then face of the sawn end to length - Lorra bloody grief for a spacer! I'll then stick that one in and see how big the other one needs to be.
That's my rest over ... back to the lathe
Posted: Sun Feb 03, 2008 7:15 pm
Author: Rich
Make em out of aluminium - it's a lot easier and you can eat biscuits while you do it

Or make em out of 303, easiest cutting and polishes well - swap the swarf back to the scrappers when you next go down
Posted: Sun Feb 03, 2008 8:47 pm
Author: RALPHARAMA
Aluminium .... who very dare you! Nasty stuff goes all powdery and yuk.
I'm not sure what the grade is. Trouble with scrounging stuff is that you get what you're given, but I really didn't want a 3 metre length. I think 316 is the donkeys'. It stays the nicest and I have always found it pretty alright to machine. 303 has sulpher or summat in it to make it machine better but it is nothing like as corrosion free as 304 let along 316. Problem is that hex only seems to be available in 303, which is odd considering most bolts are either speced A2 (304) or A4 (316).
Job finished successfully now. I'll put some pics on the project bit.
Thanks for all the help lads - apsrt from Pigford's tighten it up 'til the gap disappears - tried that ...wheel wouldn't turn
Posted: Sun Feb 03, 2008 8:50 pm
Author: Pigford
Sorry Ralph, but I should have told you to use a bleedin' torque wrench
Posted: Sun Feb 03, 2008 10:49 pm
Author: RALPHARAMA
I assumed you meant an 18" breaker bar with a 12' scaffold tube slid over and 3 fat, hairy arsed bikers jumping up and down on the end ... you should make yourself more clear

Posted: Mon Feb 04, 2008 12:23 am
Author: london calling
Piggy,I don't own a Haynes manual or automatic.
Posted: Mon Feb 04, 2008 8:21 am
Author: RALPHARAMA
Your axle/spindle is in the wrong way round.
Your comment has been bugging me as I can't think of a bike I have owned where the nut was on the right. So I had a look in the pics on the image gallery and those I could see were on the left, so I then thought that I should consult the oracle - the Kawasaki workshop manual (not Haynes, not Clymer). I
WAS and still am
RIGHT to have it on the left that is!
I would like to be able to say I hate to be a smart arse ... but you'd all know I way lying
Posted: Mon Feb 04, 2008 6:31 pm
Author: Rich
Aluminium .... who very dare you! Nasty stuff goes all powdery and yuk. You wait a couple of years of making those heavy stainless bits and you'll be switching
6082

Most hex is 303 that is available to model makers etc because of its excellent results when machining, if a little weak on the finished threads. 316 is available but you will probably have to look around to source it. 304 is usually used for tube because it cold forms best, if you want 316 tube try and find someone who makes agricultural milking equipement.